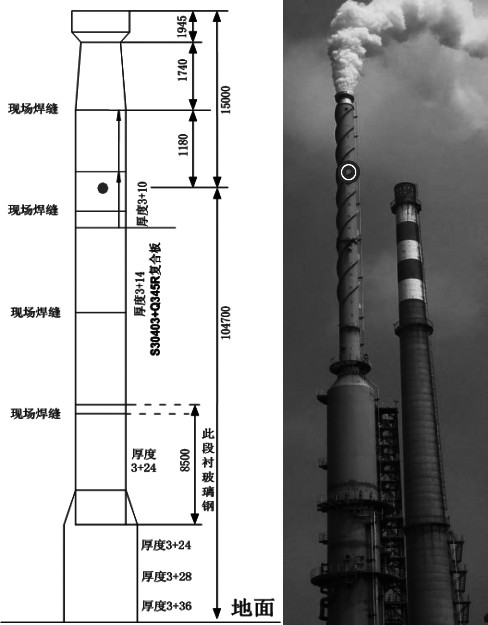
揚(yáng)子石化2#催化裂化裝置煙氣脫硫脫硝單元采用了DUPONT-BELCO公司的EDV5000濕法洗滌技術(shù),在T-101冷卻吸收塔水平急冷段,在急冷水的作用下將170℃煙氣降至58℃。在NOx氧化反應(yīng)區(qū),利用臭氧使NOx氧化成N2O5,并與煙氣中的水蒸汽形成硝酸;在吸收段,利用3層吸收噴嘴吸收液的逆向接觸,脫除煙氣中的硝酸、SO2以及粗顆粒等;同時(shí),煙氣中的過(guò)剩臭氧使吸收劑中的亞硫酸鈉及亞硫酸氫鈉轉(zhuǎn)化成硫酸鈉。凈化后的煙氣上升進(jìn)入過(guò)濾模組段,通過(guò)28個(gè)濾清模塊上的清洗噴頭洗滌,進(jìn)一步除去煙氣中的顆粒與酸霧。洗滌后的煙氣通過(guò)6個(gè)水珠分離器進(jìn)一步分離煙氣中所夾帶的液滴后,從冷卻吸收塔上部煙囪排放。通過(guò)脫硫脫硝單元,降低再生煙氣中的SO2、NOx及催化劑粉塵含量,實(shí)現(xiàn)煙氣達(dá)標(biāo)排放。 1 設(shè)備概況 煙氣脫硫脫硝單元冷卻吸收塔T101由中國(guó)石化洛陽(yáng)工程有限公司設(shè)計(jì),寧波天翼石化重型設(shè)備制造有限公司制造,2014年7月投入使用。設(shè)備主要由筒體、水珠分離系統(tǒng)、過(guò)濾模組、急冷噴頭、臭氧注入管、煙囪筒體等部分組成,總高為119700mm,下部筒體直徑為Φ6900mm,上部煙囪直徑為Φ3050mm,殼體材料為S30403+Q345R,不銹鋼復(fù)合層厚度為3mm。
冷卻吸收塔運(yùn)行參數(shù)見(jiàn)表1。
|
項(xiàng)目 |
設(shè)計(jì)最大值 |
入口 |
出口 |
|
煙氣流量/(m3/h) |
279623 |
265200 |
265200 |
|
煙氣溫度/℃ |
190 |
170 |
58 |
|
煙氣壓力/kpa |
2.71 |
3 |
0.5 |
|
25%堿液(kg/h) |
1559 |
1111 |
/ |
|
臭氧(kg/h) |
80 |
40 |
/ |
|
工業(yè)水(t/h) |
25.972 |
28 |
/ |
|
ρ(微粒)/(mg/m3) |
300 |
125 |
25 |
|
ρ(SO2)/(mg/m3) |
790 |
285 |
28 |
|
ρ(NOx)/(mg/m3) |
230 |
156 |
22 |
2 問(wèn)題描述
2016年6月27日,煙囪東側(cè)離地面105米處出現(xiàn)腐蝕穿孔,穿孔部位在筒體環(huán)焊縫上部約300mm處(如圖1所示),該處筒節(jié)壁厚為3+14mm。
由于腐蝕泄漏位置離地面很高,且周圍沒(méi)有可供檢查和檢測(cè)的操作平臺(tái),無(wú)法測(cè)量煙囪的腐蝕區(qū)域大小和剩余壁厚,這加大了評(píng)估煙囪強(qiáng)度和可靠性的難度,給裝置的安全生產(chǎn)帶來(lái)重大隱患。
2017年設(shè)備檢修期間,經(jīng)對(duì)拆下來(lái)的舊煙囪檢查,發(fā)現(xiàn)腐蝕部位主要集中在煙囪頂向下20米的范圍內(nèi),尤其是靠近頂部區(qū)域,腐蝕更嚴(yán)重。在煙囪頂部拆除的第一段內(nèi),即標(biāo)高EL100160以上部分,檢查出有6處腐蝕較為嚴(yán)重的部位,其中有一處已腐蝕穿孔(105米處),第二段上部第二筒節(jié)中間區(qū)域有一處明顯腐蝕減薄的位置。腐蝕狀況和分布情況見(jiàn)圖2及表2,圖中實(shí)線部分為縱、環(huán)焊縫。
|
|
位置 |
腐蝕狀況 |
標(biāo)高 |
|
1 |
第1節(jié)筒節(jié)上部丁字縫處 |
焊縫局部表面腐蝕 |
EL116465 |
|
2 |
第2節(jié)筒節(jié)上部西南側(cè)焊縫 |
焊縫已腐蝕,露出基板 |
約EL114500 |
|
3 |
第3節(jié)筒節(jié)上部西南側(cè)焊縫 |
焊縫已腐蝕,露出基板 |
約EL112500 |
|
4 |
第5節(jié)筒節(jié)西側(cè)縱焊縫 |
焊縫局部防腐層腐蝕,露出基板 |
約EL107500 |
|
5 |
第6筒節(jié)縱焊縫東側(cè) |
腐蝕穿孔 |
約EL105000 |
|
6 |
第7筒節(jié)下部環(huán)焊縫東側(cè) |
焊縫兩側(cè)表面腐蝕 |
EL100160 |
|
7 |
第9筒節(jié)南側(cè)中部位置 |
復(fù)合層已腐蝕完,露出基板 |
約EL97160 |
3 腐蝕原因分析
3.1 煙氣脫硫脫硝機(jī)理 冷卻吸收塔的主要反應(yīng)在急冷和吸收段完成。在急冷段,煙氣沿水平方向與臭氧接觸,將煙氣中的NOX氧化成N205,N205再與煙氣中的水蒸汽結(jié)合生成硝酸;在吸收段,上升的煙氣與含有25%濃度NaOH的溶液逆向接觸,脫除煙氣中的SO2。冷卻吸收塔內(nèi)存在的主要化學(xué)反應(yīng)如下: 6NO2+O3 →3N205 N205+H2O →2HNO3 SO2+NaOH →NaHSO3 NaHSO3+NaOH →Na2SO3+H2O SO3+H2O →H2SO4 2H++SO42-+2Na0H → Na2SO4+2H2O Na2SO3+1/2O2 → Na2SO4 事實(shí)表明:在煙氣進(jìn)煙囪之前,塔內(nèi)介質(zhì)之間的反應(yīng)并沒(méi)有全部完成,其中SO3與水蒸汽的反應(yīng)還在繼續(xù)。 3.2 工藝條件分析 3.2.1 濕法脫硫工藝分析 從運(yùn)行數(shù)據(jù)上看,冷卻吸收塔T-101分離效果明顯,催化劑粉塵、SO2、NOx等主要指標(biāo)完全達(dá)到排放標(biāo)準(zhǔn)見(jiàn)表1。但煙囪頂部出現(xiàn)腐蝕泄漏,這表明頂部區(qū)域的環(huán)境與我們?cè)人J(rèn)為的存在出入。通過(guò)查閱有關(guān)資料以及與貝爾格技術(shù)人員交流,認(rèn)為濕法脫硫工藝對(duì)SO3的脫除效果不好。該工藝對(duì)SO2脫除率約95%,但對(duì)造成濕煙氣腐蝕的主要成分SO3脫除率很低,一般為30%~50%左右,而且在200℃以下煙氣中S03全部以H2S04蒸氣形式存在。
|
項(xiàng)目 |
煙囪頂冷凝液 |
濾清模塊 |
塔底 |
外排 |
|
日期 |
6.3 |
7.21 |
6.3 |
7.21 |
6.3 |
7.21 |
6.3 |
7.21 |
|
PH |
2.41 |
2.3 |
6.91 |
6.94 |
6.79 |
6.62 |
7.19 |
6.71 |
|
電導(dǎo)/(ms·cm-1) |
3.14 |
4.15 |
11.54 |
11.46 |
>2000 |
>2000 |
>2000 |
>2000 |
|
NO3-(mg·l-1) |
118 |
|
124 |
|
115 |
|
122 |
|
|
CL-(mg·l-1) |
175 |
97.5 |
262 |
144.9 |
675 |
194.9 |
525 |
122.5 |
|
SO42-(mg·l-1) |
43.9 |
526 |
5988 |
5333 |
8159 |
19801 |
7685 |
18188 |
|
Ca2+(mg·l-1) |
4.8 |
0 |
35.3 |
33.7 |
69.9 |
57.7 |
44.8 |
46.5 |
|
可溶固(mg·l-1) |
700 |
1878 |
9800 |
10964 |
32300 |
22099 |
23500 |
28976 |
3.2.2 水溶液的分析比較
在6月30日和7月21日兩次煙囪冷凝液采樣做水質(zhì)分析,PH值為2.3~2.4,呈強(qiáng)酸性,Cl-和SO42-質(zhì)量濃度見(jiàn)表2,而同時(shí)對(duì)煙囪下部濾清模塊中過(guò)濾液的分析,其PH值在6.9左右,說(shuō)明酸液在煙囪段聚集形成,并且沿?zé)焽璩隹诜较驖舛仍谠黾?在煙囪頂部位置達(dá)到峰值。出現(xiàn)這種現(xiàn)象的原因是凈煙氣中殘留的SO3和水蒸汽反應(yīng)生成H2SO4,與煙囪器壁上的水珠結(jié)合后形成硫酸液滴。隨著煙氣上升越高,煙氣中夾帶的堿液含量將越低,硫酸根中和反應(yīng)生成硫酸鈉的能力越弱,這就導(dǎo)致煙囪越往上其夾帶溶液的酸值越高。煙囪頂部酸性溶液在煙氣的托力和液滴自身重力作用下,當(dāng)液滴承受重力大于煙氣脫力時(shí),酸性液滴就沿著煙囪內(nèi)壁向下運(yùn)動(dòng),使筒體上部區(qū)域長(zhǎng)期處于強(qiáng)酸環(huán)境中。并且,在凸起的焊縫部位,酸性溶液更易積聚,因而對(duì)焊縫的腐蝕更為嚴(yán)重見(jiàn)表3所示。
3.2.3 其他元素對(duì)腐蝕的影響
3.2.3.1 氯離子的影響
煙氣中的氯離子主要來(lái)自原料油,從表3可看到,煙脫塔各組分水溶液中CL-含量相當(dāng)高,氯離子的存在會(huì)使冷卻吸收塔中奧氏體不銹鋼設(shè)備發(fā)生應(yīng)力腐蝕開(kāi)裂。主要原因是設(shè)備制造時(shí)存在焊接殘余應(yīng)力和鈍化膜帶來(lái)的附加應(yīng)力,氯離子使金屬表面局部的保護(hù)膜破裂,破裂處的基體金屬形成微電池陽(yáng)極,產(chǎn)生陽(yáng)極溶解,在拉應(yīng)力作用下保護(hù)膜反復(fù)形成和反復(fù)破裂,就會(huì)使局部金屬腐蝕加劇,最后形成孔洞。孔洞的存在造成應(yīng)力集中,更加速了孔洞表面的塑形變形和保護(hù)膜破裂,最終導(dǎo)致金屬應(yīng)力腐蝕開(kāi)裂[2]。
3.2.3.2 釩元素的影響
催化原料中釩元素嚴(yán)重超標(biāo),在再生器中生成V2O5,促進(jìn)SO2轉(zhuǎn)化為SO3,設(shè)計(jì)催化裝置原料中釩含量小于5ppm,統(tǒng)計(jì)2016年4月至5月原料分析,釩含量最大13.3ppm,最小6.73ppm,平均8.85ppm,嚴(yán)重超設(shè)計(jì)值。
.3 材料性能分析
(1)材料耐腐蝕性能不足。
T101的筒體材質(zhì)采用Q345R+S30403復(fù)合鋼板,不銹鋼復(fù)合層厚度為3mm,其耐腐蝕性和耐熱性較好,但在強(qiáng)酸性環(huán)境下,因其表面無(wú)法形成完好的鈍化膜而產(chǎn)生腐蝕減薄,筒體殘余應(yīng)力較高的部位(如筒體焊縫部位等)更容易受到腐蝕。
(2)制造或安裝過(guò)程存在缺陷。
從煙囪的腐蝕部位來(lái)分析,7處腐蝕減薄有6處出現(xiàn)在焊縫部位,這說(shuō)明頂部焊縫處是易腐蝕部位。304L不銹鋼在焊接過(guò)程中存在焊接危險(xiǎn)溫度區(qū)間(為450~850℃),當(dāng)溫度達(dá)到這一范圍時(shí),奧氏體中過(guò)飽和的碳向晶間處迅速擴(kuò)散并在晶粒邊界析出,析出的碳和鉻形成碳化鉻,這樣就大量消耗了晶界處的鉻,使晶界的耐腐蝕能力下降[3]。若筒體安裝時(shí)焊接質(zhì)量控制不佳,堆焊的復(fù)合層性能低于304L,這樣遇到強(qiáng)酸環(huán)境時(shí),局部腐蝕將加劇。另外,表面復(fù)合層堆焊時(shí)未達(dá)到設(shè)計(jì)厚度,焊后未對(duì)焊縫酸洗鈍化等因素的存在,也會(huì)加速焊縫部位的腐蝕。
4 解決措施及效果驗(yàn)證
4.1 優(yōu)化脫硫吸收塔的操作
煙脫吸收塔塔底循環(huán)漿液的pH值控制在7.0-7.5,濾清模塊的pH值控制在靠近7.5~8.0,PTU排液由11t/h提高至13-14t/h,提高濾清模塊水質(zhì)防結(jié)垢。
4.2 加強(qiáng)水質(zhì)監(jiān)控
每班使用PH值試紙檢測(cè)過(guò)濾模組模塊、底部漿液pH值一次,并將化驗(yàn)pH值數(shù)據(jù)做好特護(hù)記錄,出現(xiàn)誤差時(shí)及時(shí)聯(lián)系儀表對(duì)在線pH分析表進(jìn)行調(diào)校。對(duì)煙氣凝液定時(shí)做pH值分析,根據(jù)pH值大小調(diào)節(jié)注堿量,保證內(nèi)壁冷凝液的酸度在合適范圍。
4.3 煙囪材質(zhì)升級(jí)
4.3.1 煙囪選材
2016年10月26日,總部專家組針對(duì)揚(yáng)子石化催化裂化裝置冷卻吸收塔煙囪腐蝕穿孔召開(kāi)專題會(huì),根據(jù)會(huì)議討論的更換煙囪材質(zhì)升級(jí)選擇建議,初步確定煙囪材質(zhì)在317L、Q345R+Ti、Q345R+S22053和C-276四種材質(zhì)中選擇一種。
公司在對(duì)這四種材質(zhì)從價(jià)格、采購(gòu)周期、焊接制造工藝等方面進(jìn)行分析比較,認(rèn)為:317L焊接性能最好;鈦材復(fù)合板對(duì)焊接環(huán)境要求比較高,焊接前對(duì)焊縫坡口處理要求高,同時(shí)需要采用惰性氣體保護(hù)焊,現(xiàn)場(chǎng)組對(duì)焊接時(shí)有一定難度;雙相鋼復(fù)合板主要針對(duì)點(diǎn)蝕和縫隙腐蝕防腐,焊接過(guò)程中可能會(huì)出現(xiàn)鐵素體含量偏高或偏低,需要加大檢測(cè)比例,焊后需要進(jìn)行熱處理;C276焊接性能和防腐性能最優(yōu)。
從防腐角度考慮:Q345R+C276>Q345R+Ti>Q345R+S2205>317L
從焊接角度考慮:317L>Q345R+C276>Q345R+S2205>Q345R+Ti
因此,從煙囪使用壽命、焊接工藝性能和現(xiàn)場(chǎng)施工等多方面角度考慮,冷卻吸收塔煙囪材質(zhì)選擇順序?yàn)?Q345R+C276>317L>Q345R+Ti>Q345R+2205
由于哈氏合金供貨周期較長(zhǎng),綜合考慮本次冷卻吸收塔煙囪材質(zhì)采用317L。
4.3.2 煙囪更換范圍
根據(jù)設(shè)備腐蝕狀況,確定2017年檢修更換的部位為煙囪主體及上過(guò)渡段,具體位置為EL54460以上部分的過(guò)渡段及EL54660以上的內(nèi)筒及煙囪。
4.3.3 煙囪的拆除和安裝
煙囪的拆除分為四段,主要是考慮到舊煙囪腐蝕減薄情況不明,為降低吊裝風(fēng)險(xiǎn),盡可能采用多段吊裝,拆除位置的標(biāo)高分別為EL100160、EL84060、EL66460和EL54460。拆除時(shí)采用先掛鉤、后落架,最后再割除的順序依次從上往下進(jìn)行。
新筒節(jié)分四段到貨,上過(guò)渡段與長(zhǎng)為11.74米的筒節(jié)垂直組對(duì),另外兩截水平組對(duì)。組對(duì)過(guò)程中,要求施工人員控制焊縫錯(cuò)邊量不得超過(guò)3mm,另外焊接完成后,焊縫需經(jīng)20%的RT檢測(cè),待檢測(cè)合格后,再將內(nèi)部焊縫余高磨平,以防投用后在焊縫處積液。地面預(yù)制完成后分兩次進(jìn)行新過(guò)渡段筒節(jié)和新煙囪筒節(jié)回裝。新過(guò)渡段筒節(jié)組對(duì)時(shí)需先固定內(nèi)筒,在內(nèi)筒定位后,再組對(duì)外筒節(jié)。由于新過(guò)渡段的厚度為24mm,而舊筒節(jié)的厚度為24+3mm,新舊筒節(jié)不等厚,因此,在組對(duì)時(shí)要求以內(nèi)壁為基準(zhǔn),并且要求過(guò)渡段下口焊縫錯(cuò)邊不得超過(guò)5mm。70米處焊口因壁厚相同,組焊相對(duì)要簡(jiǎn)單一些,但為保證焊接質(zhì)量,要求必須雙面焊。在地面時(shí),過(guò)渡段內(nèi)筒筒節(jié)內(nèi)就利用內(nèi)支撐先搭好了組對(duì)用的腳手架,煙囪筒節(jié)外部利用平臺(tái)也搭設(shè)了組對(duì)用的腳手架,內(nèi)、外腳手架隨過(guò)渡段一起吊裝。
4.4 效果驗(yàn)證
2019年4月裝置檢修,為了驗(yàn)證煙囪更換后的效果,在煙囪內(nèi)搭設(shè)了30米高的腳手架(標(biāo)高約為73000mm)。站在架子頂上,通過(guò)目視檢查,在煙囪頂部區(qū)域未發(fā)現(xiàn)器壁有暗影、毛糙等可能存在腐蝕的部位,這表明2017年煙囪材質(zhì)的升級(jí)和更換效果良好。
5 結(jié)束語(yǔ)
本次冷卻吸收塔檢修通過(guò)更換煙囪,消除了煙囪漏點(diǎn),同時(shí)通過(guò)材質(zhì)升級(jí),提高了煙囪抗腐蝕能力,解決了煙囪因材質(zhì)、施工問(wèn)題而存在的安全隱患。另外,通過(guò)對(duì)內(nèi)件的檢查,掌握了冷卻吸收塔在運(yùn)行過(guò)程中存在的問(wèn)題和器壁的腐蝕狀況,對(duì)今后的備品備件準(zhǔn)備及工藝操作的調(diào)整提供了依據(jù)。

 掃一掃進(jìn)入手機(jī)網(wǎng)址
掃一掃進(jìn)入手機(jī)網(wǎng)址